「マシニングセンタユーザー必見!BTシャンクとHSKシャンクの違いと使い分けとは?」
マシニングセンタシャンク
会社の工作機械には、2種類のシャンクがあります。
代表的なメーカーは
などがあります。
シャンクというのは、工具掴みのことで、工具を掴む大事な部品の一つとなります。
マシニングセンタのシャンクとは?
マシニングセンターは、素材を削る機械です。
その中で、削る刃物を取り付けるための部品が「シャンク」です。シャンクは、削る刃物とマシニングセンターの本体をつなぐ部分で、形状によってBTシャンクやHSKシャンクと呼ばれるものがあります。
BTシャンクは円筒形で、刃物の取り付けが簡単で、よく使われています。
一方、HSKシャンクは錐形で、より高精度な加工が可能ですが、取り付けがやや複雑です。


※HSKシャンクがサビっサビになってますが・・・ケイカル等のアルカリ切削粉でどうしてもこうなってしまうのです。
BTシャンク、HSKシャンク、BBTシャンクとは?
会社の工作機械についてるのは、BT30とHSKシャンクです。
一般的にはBBTシャンクもあわせて3種くらいでしょうか。
●BTシャンク
トマト工業で使っているシャンク規格
それがBTシャンク
そして
HSKシャンク
になります。
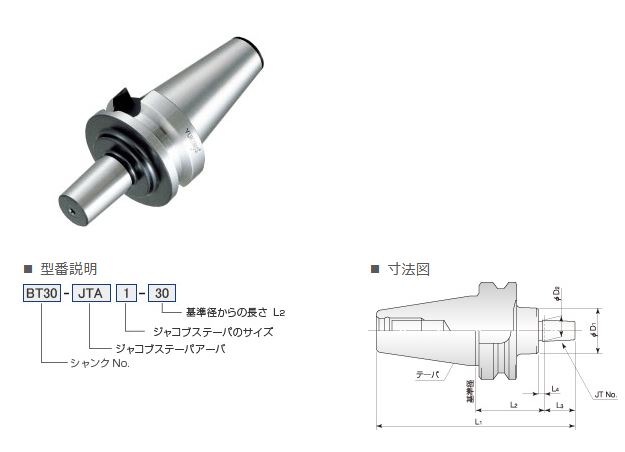
こちらがBT、ボトルグリップテーパーシャンク
トマト工業では、現行主力機に対してはBT30、一部HSKシャンクを使用しています。
30というのは、テーパー部の長さになりますが、これが大きいほど密着面が大きくなり重切削できます。
小さい方は、軽いので高速で回転ができるというメリットがあります。
テーパー部の上に、プルスタッドというキノコみたいな突起がついており、
これを引き込むことで機械と工具が密着します。
これをセンサーが見るんですが、粉太郎の宿命か、認識不良が頻発するのが我々の加工の特徴でございます。
プルスタッドをセンサーが見るのですが、それを誤認識したり、認識不良を起こすのです。
通常の金属加工では起こり得ないトラブルがでるのが我々建材加工業の問題点となります。
これらがBT30シャンクです。
トマト工業のマシニングセンタ
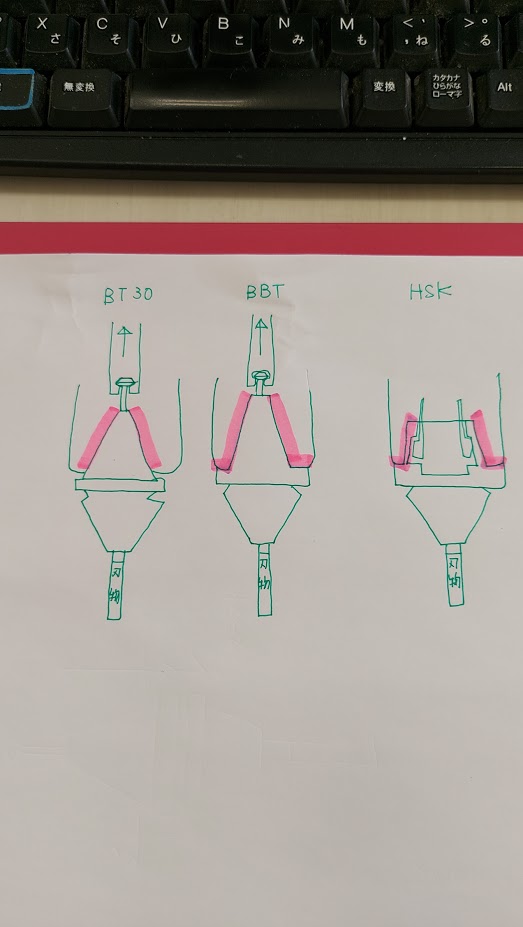
さらに、これを改良したものが、BBTシャンクになり、HSKシャンクになります。
●BBTシャンク
BBTシャンクはBTシャンクの改良型で、シャンクの平面も接地させ、2面拘束によって刃物の剛性をあげたものです。
●HSKシャンク


HSKは工作機械で日本と争うドイツが提唱する規格で、
HOLE(中空)のSCHAFT(軸)KEGEL(テーパー)の略です。
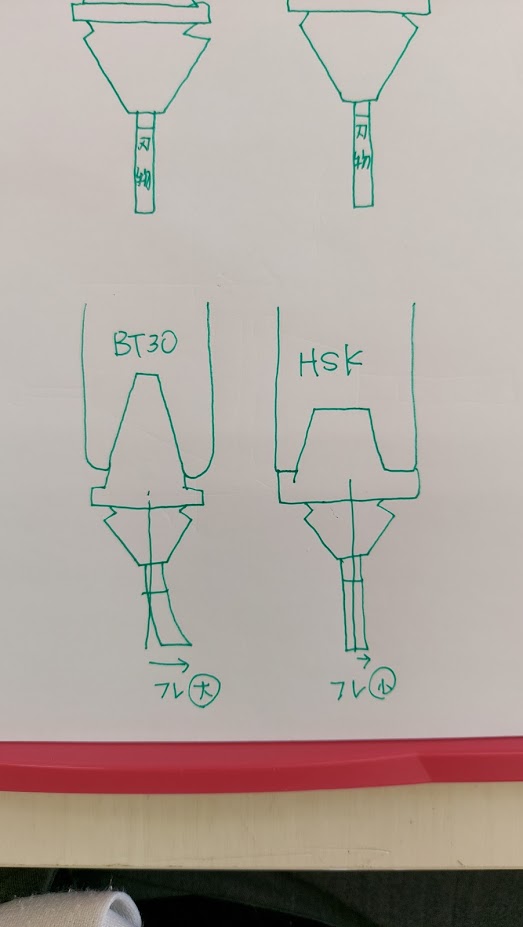
BTシャンクが、どちらかというとテーパー部のみで支えるのに対し、こちらのシャンクは、テーパー、底面両方でガッチリとホールドし、
かつ中が中空で軽量ため高速回転が可能という規格です。
平面とテーパー部の2面拘束(赤色の部分)なので、シャンクごとガッチリ機械が保持するので、
たわみ量が減り
結果的に精度が良い。といったメリットがあります。
ではメリットばかりなのか・・・というとそうでもありません。
BT30のメリット
とくに我々のボード加工においては、BT30のほうがメリットがある場合があります。
少なくとも私はBT30のほうが好きです。
なぜなら我々のような粉太郎系、日清製粉のような会社だと、このHSKシャンクが固着するケースが多いです。
HSKはピッタリと密着することが最大のメリットなわけです。
ここに粉太郎が入り込むと、それは悪さをするんですよね。
我々の場合、アルカリ腐食による金属サビにつながります。
密着度が高すぎてガッチガチに固着してしまうのです。
テド□スと習●平くらい固着してるんです。
(何の話だ❢❢❢)
金属加工のような金属をゴリゴリ削り、かつ精密度を求められる場合は、HSKシャンクのほうが
メリットがあります。
金属をドリルでけずると、粉ではなく、切り屑になりますよね。
我々はすべて粉となり空中にまっています。
BT30はある程度のおおらかさがあるということで極端な精度を求めない我々のような会社だとメリットがあるのです。
これはそれぞれの会社によるのではないかと思いますが、現状だとBT30、精密加工の場合は、HSKシャンクというように使い分ける必要がありそうです。
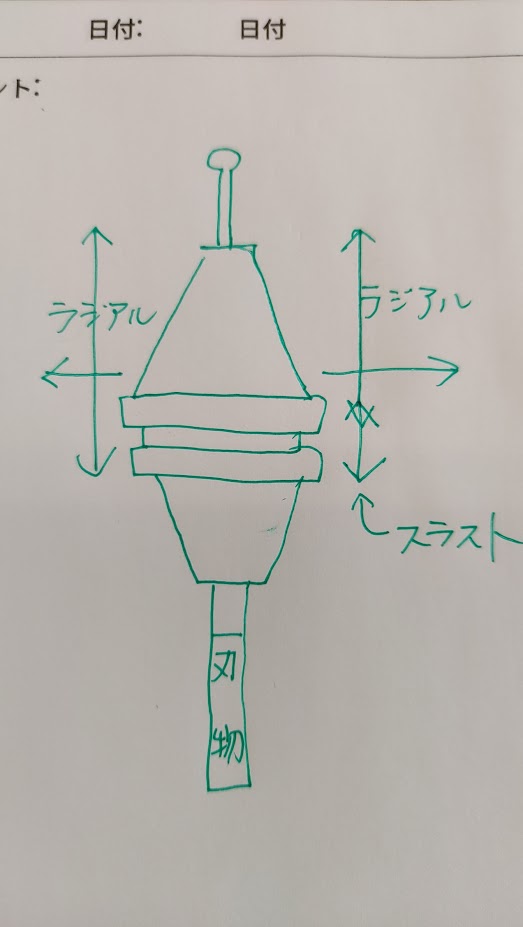
ちなみに、なぜ斜め方向にテーパーがついているのか?
ということなんですが、ラジアル、スラスト両方の荷重を受けられるようになっているためと言われています。
ラジアル、スラスト荷重はベアリングでよくでてきますが、軸に対して垂直、水平の荷重になります。
ものすごい負荷がかかる主軸部を支えるこうした部材も
工具だけではなく、こうしたシャフトやプルスタッドなどに対してもいろんな種類があり、我々がどう選択するかで加工精度が変わってくるんですね。