フレキシブルボードの外壁用途部材について・オートフレキ、セラフレキの違い、チヨダセラフレキの解説。
さてみなさまこんにちは。
今日はチヨダウーテのチヨダセラフレキとチヨダオートフレキとの違いについて。
※またはエーアンドエーのセルフレックスとセルフレックスA
特に外壁用途としての違いについて解説します。

チヨダセラフレキ(セルフレックス)とチヨダオートフレキ(セルフレックスA)の違い
オートフレキは、オートクレーブというピザ窯みたいなのに入れて、焼き上げます。
この工程を踏むと、反応がここで発生するので、完成後の板の伸び縮みが少ないというメリットがあります。
その後、表層は研磨をかけてフラットにします。
オートフレキの規格
| 曲げ強さ (N/mm²) |
吸水率 (%) | 吸水による 長さ変化率 (%) |
かさ密度 (g/cm³) (参考) |
|---|---|---|---|
| 25.0以上 | 28以下 | 0.13以下 | 約1.5 |
一方で、チヨダセラフレキの場合は、
高圧プレスをかけて圧縮します。
チヨダセラフレキの規格
| 曲げ強さ (N/mm²) |
吸水率 (%) | 吸水による 長さ変化率 (%) |
発熱性 | かさ密度 g/cm³) (参考) |
|---|---|---|---|---|
| 28.0以上 | 24以下 | 0.20以下 | 発熱性1級 | 約1.6 |
そうすると、表裏に岩盤層ができ、面が平滑にできるとともに、若干比重が重くなります。
これが使用書にも現れており、チヨダセラフレキ(圧縮製法)が比重(1.6)に対し、オートクレーブ(ピザ窯・研磨製法)が比重(1.5)と多少の誤差があります。
オートクレーブをかけること
オートクレーブは内部に大きな熱をかけることで、反応を促進させることですが、
ここでは数値で出ています。
チヨダセラフレキの動きが、+-0.20%に対し、オートフレキが0.13%となっております。
1820mmの長手方向でいくと、チヨダセラフレキが約3.64mm動くのに対し、オートフレキは、約2.37mmと伸びチヂミが少ないメリットがあります。
反面で、まずオートクレーブで内部のパルプなどにダメージがいくこと、それに表裏の岩盤層を削りとることから、
曲げ強度に差がでます。
外壁使用可のチヨダセラフレキですと、曲げ強度が28Nに対し、オートフレキは25N、約12%曲げ強度が落ちています。
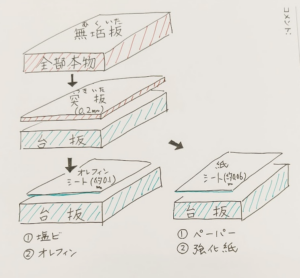
また、研磨することで、研磨目がでてくるので、シートを貼った化粧板を作るときは、注意が必要です。
製法について
加工については、現場加工は難しい部類であると思った方が良いです。
理由は比重と内部組成です。
セメントで結合させてあるので、非常に硬くて反面脆い部分もあります。
比重1.5とか比重1.6というとイメージしづらいのですが、
水が1.0,軽量合板の比重が0.5とかなので、約3倍の比重になります。
石膏ボード1、ケイカル板0.8です。
ここはテストにでるところですね。
(なんのテストだ!!)
似たところですと、サイディングボードですが、
こちらも比重1.0とか1.1になりますので、比重1.6が如何に重く硬いか、また加工が難しいかがわかると思います。
工場での加工方法
ダイヤチップソーで切断するのですが、我々十数万円するダイヤモンドチップソーで工場で切断していきます。
ダイヤチップは硬度があるのですが、硬い反面脆いため、刃の角度を尖らせすぎると、破折してしまいます。
また、温度が600度を超えた時点から、黒鉛化がはじまるため、如何に発熱させず、
かつ刃を尖らせない状態の回転数できっていくか。
など、実は各社の加工レシピが重要になるわけです。
たとえば、豆腐を切るのと、カニのカラを切るときでは、刃物も、調理スピードも刃物角度も変えるように、
最適な加工パラメーターが必要になってきます。
こうしたレシピをちゃんともっていないと、フレキの端が破折してエッジが汚くしあがることもあります。
機械加工時の注意点
セメントの粉は、アルカリ性を示します。
LMガイドなどのアルカリ汚染の他、硬度が硬いため、グリスが合ってないと、
リニアガイド、ボールねじ、ラックピニオンギヤ、ベアリングなどを容易に破損させてしまいます。
通常のリチウムグリスNO1等を使うとまず間違いなく、加工をつづけることで破損を誘発させます。
我々ですら年に数回は、ハンディトリマーから火を吹くケースがありました。
お陰で、トリマーは自社ですべてパーツを揃えてメンテンナンスをしております。
カーボンのように導電性はありませんが、内部抵抗になって、CADの座標値が変わってしまうケースや、
その他、多くのトラブルを誘発してきました。
現場加工時の注意点
一方で現場加工では、マキタのチップソーなどで切ることもありますが、工場の機械と違って
摩耗したらパーツを交換できる点は加工がやりやすいといえるかもしれません。
加工できなくはないです。
通常の外壁加工のやり方
ここでは、外壁の一般的な加工のやり方について。
底目地にハット型ジョイナーを入れます。
下孔を開け、鍋頭のビスで胴縁に固定させます。
動きが多少あるので、鍋頭ビスで抑えていくようなイメージですね。
0.2%の動きといえども、2mあると、4mm動くのでカチカチに施工するのではなく余裕が必要ということですね。
塗装についても、塗装することでこの動きを大きく抑えることができます。
一般的には、平板をそのまま貼っていく工法がよくとられますが、戸建てでは鎧張りの工法も多いです。
メジコーキングは、動きを想定して低モジュラスタイプを使用したほうが良さそうです。
内壁施工のやり方
内壁はオートフレキを使用しますが、その場合は、石膏ボードの下地に面で貼っていきます。
目透かしで貼られることが多いです。その場合、グレーの石膏ボードを下地に使うことで、違和感を防ぐことができます。
以上ざっとまとめてみましたので、もしわからなければ、コメント、メールをいただければと思います。
mabo@frpsozai.com