改善活動事例その6
工場の改善事例集第6弾です。
ブログではそれぞれ会社の技術的な面以外の部分でお見せできる一部の改善案を出しています。
動作経済
①動作をまとめておこなう。
②動作距離を短くする。
③重力を意識する。
④動作を道具をつかう。
⑤動作を両手で行う。
が基本ベースですがコレを意識しています。

まずは前回の記事にもありました先生お手製の棚橋式自動在庫計算機です。
厚み毎にあるラベルで自動で在庫がはかれます。
在庫計測タイムが1/10に短縮されました。
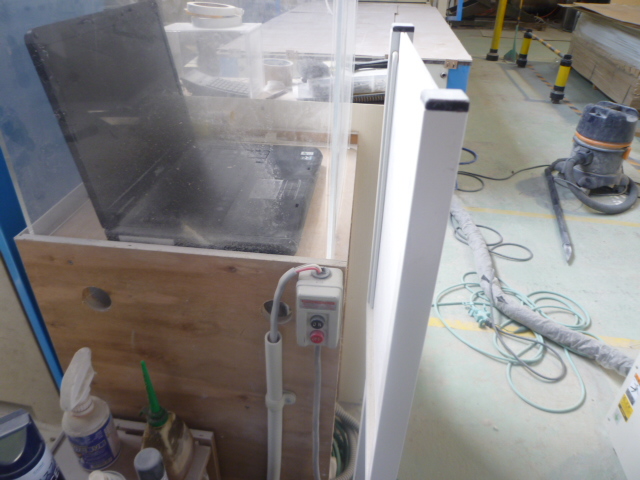
NCルーターPC基板上のスイッチ

パネルソー基板上のスイッチ
ランニングソー基板上のスイッチ
同じスイッチボタンが見えるとおもいます。
これはそれぞれの機械に対応する集塵機のボタンです。
従来木工では集塵と機械の装置が別別なので、機械on集塵機onでそれぞれ別の場所に歩いて行く必要がありました。
集塵機のボタンを機械装置上に集約配置することでムダな動きが減ります。
更に集塵機のボタンはだいたい下の方についていますが、これを上(腰高)にもってくることで作業者の負担も軽減されています。
押しやすくすればちょっと別の場所に!という場合も消していく可能性が高くなります。
省エネ、省力、省スペースです!
これは
①動作をまとめておこなう。
②動作距離を短くする。
③重力を意識する。
④動作を道具をつかう。
のそれぞれの法則にかなっています。
一見なにも変わりが無いような配電盤ですが、対応する機工とボタンが色別で対応させてあります。
誤動作の減少、不良率削減、動きのムダ削減です。
法則
④道具をつかう。
です。
パネルソー300ガイドです。
これは小割り品のカット加工の際に通常の直角定規ではなくそこに入れて使う治具です。
単純な300角の板ですが、小割り品のスピードアップに貢献しています。
法則
④道具を使う。
が適用されています。
これはパネルソーに付属している定規を改良した物です。
純正の定規は大変見にくいので、
色付きのメジャー用直線定規をセットして合わせてあります。
法則
④道具を使う。
が適用されています。