「ロストワックス・タイヤ金型・石膏の使い方について解説したよ。」
今回は、石膏のさらにマニアックな製法について解説します。
今回は鋳造編
| 種別 | 品名 | 混水量 (%) |
攪拌時間 (分) |
終結時間 (分) |
最終膨張 (%) |
強さ(MPa) | 用途 | 特長 | |
|---|---|---|---|---|---|---|---|---|---|
| ぬれ引張 | ぬれ圧縮 | ||||||||
| 発泡性 | G-1M | 80 | 特殊 攪拌 |
30~40 | <0.13 | – | – | タイヤ金型製作など | 通気性大 崩壊性大 保温性大 |
| 非発泡 | G-2 | 47~49 | 6 | 40~55 | <0.12 | >0.7 | >3.6 | 汎用試作品製作パート・ド・ヴェールなど | 寸法精度良好 鋳肌平滑性良好 |
| G-6 | 47~49 | 4 | 35~45 | <0.12 | >0.8 | >3.9 | タイヤ金型製作など | 寸法精度良好 鋳肌平滑性良好 |
|
| ロスト ワックス用 |
T-6X | 36~38 | 4 | – | <0.7 | >0.3 | >1.3 | 汎用試作品製作など | 寸法精度良好 鋳肌平滑性良好 型ばらし容易 |
| Gift (ギフト) |
40 | 3 | – | 0.5~0.9 | >0.3 | >2 | 指輪などの装飾品 眼鏡部品など |
急速加熱対応 寸法精度良好 鋳肌平滑性特に良好 |
|
ノリタケカンパニーリミテドの石膏で、解説いたします。
まず鋳造用石膏にはこのように分類されています。
発泡、非発泡の石膏については鋳物用の石膏として製造されています。
では鋳物とはどの用に使うのでしょうか?
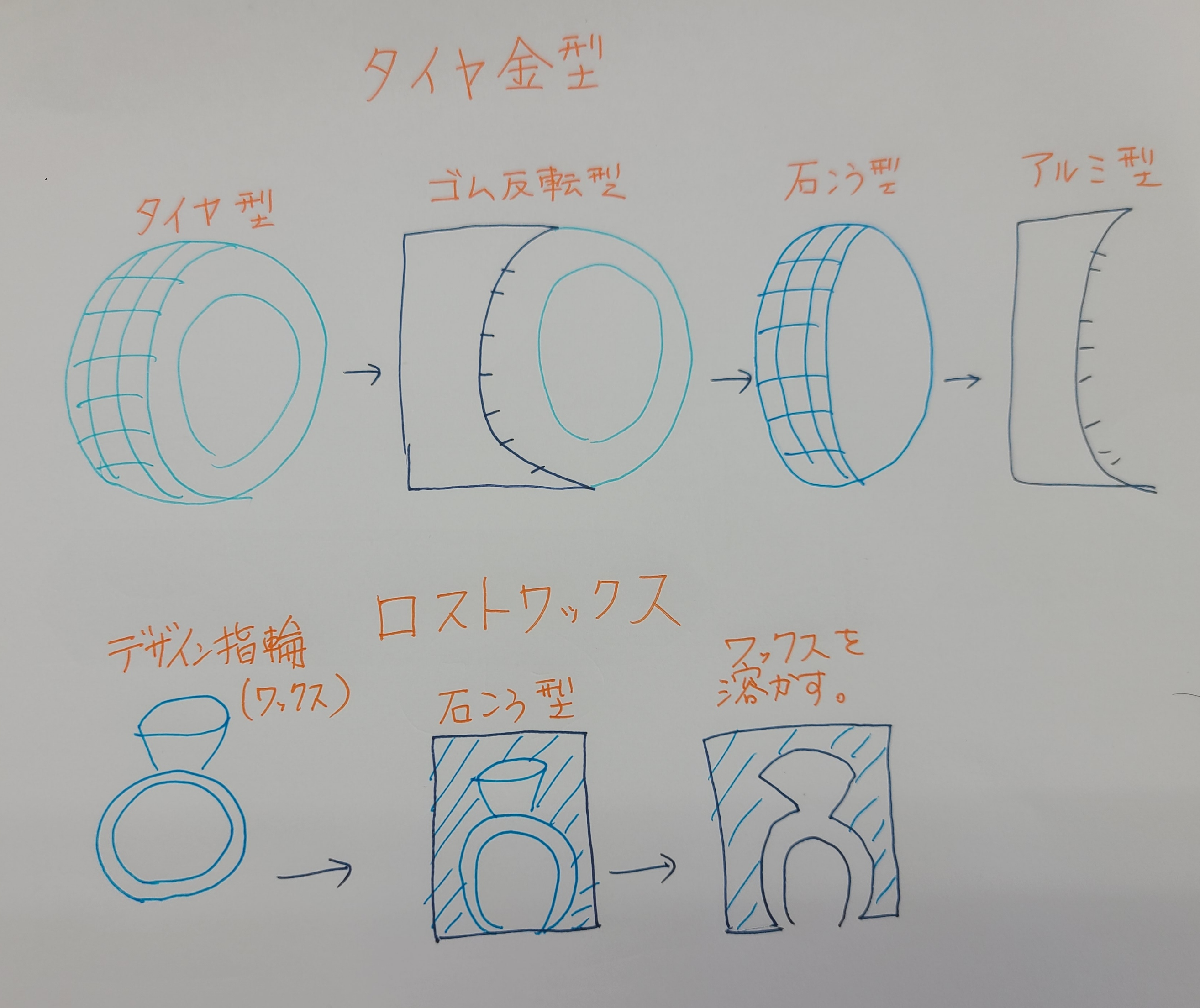
タイヤ金型の作り方
タイヤ金型は、まず原型をつくります。
①原型・マスターモデルの製作
樹脂モデルを成形します。削り込んでタイヤのトレッドなどを再現していきます。
②ゴム型の製作
1をベースに、ゴムで型取りを行います。
③石膏型の製作
ゴム型をベースに石膏で型取りをします。
最終的にアルミなどを流し込むため、熱に弱いゴムではなく石膏を利用します。
④アルミ型の製作
アルミを流し込んで型取りをします。
これがタイヤ型の製作方法になります。
ノリタケカンパニーでは、G-1Mという製品が該当製品になります。
高温耐熱では、G-2石膏などがよく出ています。
石膏を使ったロストワックス製法について
次に、石膏を使ったロストワックス製法について解説していきます。
ロストワックスによってできあがるものは、たとえば指輪や、メガネのフレームなどがこれにあたります。
①原型の製作
まず、成形しやすいワックスで原型を作ります。
②石膏型取り
そこから石膏で型取りをします。
③ワックスを溶解
ワックスを高熱などで溶かして排出させます。
④型完成
ロストワックス用石膏では、GIFTなどの品番がよく出ています。