古いNCルーターを最新のCADCAMで動かす3つのポイント

さてみなさまこんにちは。
まぶちでございますよ。
NCルーターの話
今日はNCルーターの話です。
NCルーターは金属系でよくあるマシニングセンタとどう違うのでしょうか。
原理は、サーボモーターの回転数で、軸を動かして精密に加工する。
ということなんですが、
マシニングセンタが軸を自分で交換するのに対し、
NCルーターは軸は固定です。
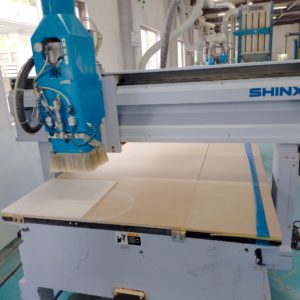
さて、このNCルーター、トマト工業では1台あり、平安コーポレーションのER231Pを使用しています。
制御がFANUC0Mという古い制御で、かつ海外輸出用のもっとも一般的なグレードのため
プログラムワードも3万ワードしか入りません。
DNCというNCデータを転送しながら加工することができないため
プログラムを3万言語以下にして、一旦入れてやらないといけません。
そのため文字加工など座標点が多い加工はできません。
しかしながら、単純な加工であれば、極めて高い剛性により綺麗な切削肌がでるという、機械です。
記憶力や頭はイマイチですが、体はめちゃめちゃ頑丈
脳筋やん❢❢
ワタシと一緒やん❢❢❢
という機械なのでございます。
写真では新しく見えますが、30年前の機械を
お客さんが見た時に最新に見えるようにしよう❢❢
言うてキレイに塗装しただけですからね。
最新のCADCAMで動かそう。
この30年前の機種を最新のCADCAMで動かそう。というのが今回のテーマでございます。
実は、今社内でCADCAMがとっちらかっていたものを1つに集約しよう。と動いています。
現行6台のCNC機械が4つのCADCAMで動いております。
これをWIFI環境下で一元管理できるようにすることで、
オフィスではあたかも1台の機械を操作するイメージで機械加工ができるようにする。
という構想です。
きっかけは、DX戦略会議というものに参加したのですが、
そこで各務原にある豊桑産業さんに行き、あまりの高度さにびっくりしたからです。
どちらかというとアナログな加工が多い建材業界において、ホマッグで統一された機械群で統合され、
すべての在庫をバーコードで一元管理する。
という展示会レベルの仕様を実務で落とし込んでいるものを見たからです。
日本で一番先進的な建材加工会社です。
これではいけーん。
木工業界のベンツと言われるホマッグ、
我々はホマッグで統一することはできないので、今ある機械をどう高度化していくのか。
この危機感を覚えました。
黎明期から、明確な方向性をもって機械群を統一する。
かたや我々は出たとこ勝負で機械を揃える。
果たしてこれでいいのか・・・・
自問自答しました。
我々は機械ごとでCADCAMが散在しているので、みんなそれを1個づつおぼえないといけません。
ということで、多田修平くらいの勢いで会社に帰り、
CADCAMを統一することに決めたのです。
CADCAMの天下統一や・・・・
CADCAM時代の徳川幕府や・・・・
(ま〰た社長がアホなこといいだしたわ・・・)
というわけで、最も原始的なNCルーターから手始めにはじめようという計画です。
CADCAM天下統一プロジェクト
制御、CADCAMソフト、通信の3つのポイントでいくつか問題があったので、どうクリアしていったのかを報告したいと思います。
さて、10年前に導入したときに、JWCADとNCVCというフリーソフトを使って動かしていました。
2次元、2.5次元までの加工が可能でした。
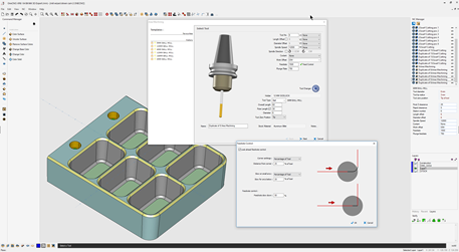
しかし時がたち、今はONECNCミルEXPERTという最新のCADCAMを使用しています。
3次元CADであり、高度な加工が可能となっています。
今回、この接続プロジェクトには、
坂井くんがあたりました。
社長からの要求はこうです。
①最新のONECNCで動かせるようにすること。
②みなが使えるようにすること。
ということです。
”予算・・・・?”
”ないよそんなもん。”
”応援・・・・??”
”我々自身が援軍だろうが❢❢”
というわけでスタート。
スタートを切るのだけは、多田修平くらい速いですからね!!

ポストプロセッサ【機械のパラメーター設定】は自作しようと思いましたが、今回は断念
ソフト屋さんに作ってもらいました。
つないで動かそうとするも、どうしても動かす事ができません。
問題がどこにあるのかを突き止める事が大事だと思います。
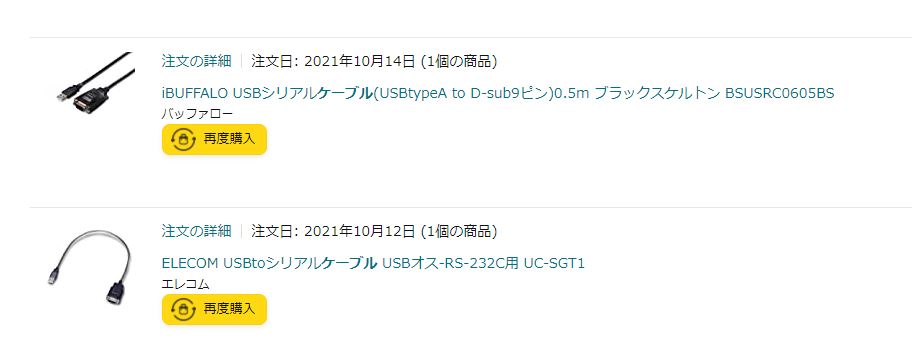
そのため結線ケーブルを見直しました。
クロスケーブルとシリアルケーブルをつないで、結線し使用しました。
後学のため、実際の品番はこちら
NC→RS232Cリバースケーブル→USBシリアルケーブル→ノートパソコン
という結線方法です。

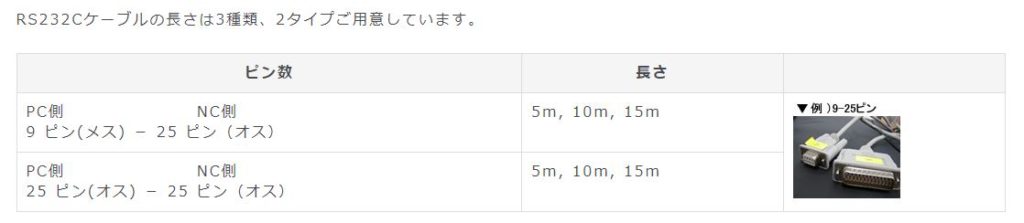
ゴードーソリューション社には専用ケーブルがあり、こちらですと割高ではあるものの、確実かと思い配線しました。
しかしつながらず。
現場では担当の坂井が悪銭苦闘しております。
ソフト側のパラメーターをいじったり、しながらなんとかかんとか設定を見直します。
どうしてもわからなかったのですが、実際の解決策はひょんなことから発覚しました。
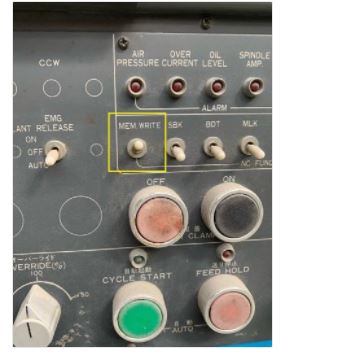
NC操作盤のMEMWRITE がonになっていたからです。
この操作は、メモリーの書き込みを禁止したいとき等に使うスイッチになります。
なんでこんなスイッチあるんや・・・・
設定値
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
・ボーレート:4800
・ビット数:7
・パリティ:EVEN
・停止ビット:2
・XON/OFF ソフトウェア ハンドシェイク
・機械で開始
・タイミング:0
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
という値を膨大な実証実験で動くことを確認しました。
送受信は、CNCソフトの付属ソフトで行ってますが、フリーのCOMNCというソフトでも対応が可能です。
※実証済
また上記ケーブル、いずれも問題がないことが確認されました。
※またWindow7対応でなくても動作は確認できました。
ポイントは3つあります。
①ケーブルは正しい物を使う。
RS232Cリバースケーブル、シリアルケーブルの結線
②FANUCの操作盤を注意する。
余計な操作がはいっていないか確認する。
③ソフト側のパラメーターを確認する。
現場担当坂井がいろんな実証実験を繰り返し、そして動くようになったのを本当に嬉しく思います。
わたしゃ一人じゃなんにもできない❢❢
みんなのガンバリに今日も感謝でございます。