
自由切削=CNC加工とは、Computer(コンピューター)でNumerical(数値)Control(制御)するものです。
つまり複雑で多岐にわたる加工データをコンピューター利用して作り出し、
座標値に沿って動く精密高速な機械を使って切削加工する物です。
高速正確な加工により従来では難しかった精密な加工を低価格で行なう事が出来ます。
トマト工業では独自アレンジのCADCAMソフトを使い1枚のロットから全国に加工商品を送り届けています。
CMキャビネットメーカー
機械名:CMキャビネットメーカー CM689 簡易AI付属

トマト工業専用のCMキャビネットメーカーです。
該当の専用機はパラメトリック設計ができるParametricDrawingCNCマシニングセンタです。
特徴1:パラメトリック設計ができる
パラメトリックというのは”変数”であり、例えばある製品(例として箱)を製造する場合、通常ですと箱のサイズが変われば部品の大きさもかわり、部品図をその都度書きなおさなければなりません。しかしTMT746は箱の大きさが変わると部品図が自動で変わるため、オーダー制作のような細かい対応に力を発揮するのです。
通常の加工業態ですと設計の変更というものは部品図の変更を伴うため、嫌われる傾向にあります。
しかしながらPD‐CNCではこういった設計変更についての対応力が非常に高い機械といえると思います。
特徴2:豊富な切削刃
ツール軸垂直12軸
水平4軸
カット鋸2軸
ホルダ8連
の合計26軸のツールホルダを装備しています。
ツールホルダが多いということはそれだけ様々な加工に対応ができるということです。
例えばひとつの図面の内部に4φの加工穴,8φのザグリ穴、10φのボルト穴などが並列であったとすると、その加工を段取り替えなしで加工できます。
これが1軸ですと4φのビットですべての加工を行わなければならないため、大変時間がかかります。
加工に適していない細いビットですと切削速度が遅いため大変時間がかかってしまうということです。
適切なビットをはじめから装備していれば加工速度があがり、当然コストにも反映されるのです。
イメージとしてはゴルフボールを打つためのゴルフクラブをもっており、野球ボールを打つためのバット、テニスのためのラケットを標準で用意してあるということです。
またのこぎり刃を装備しているためみぞつきなどの簡単な直線加工や溝入れが容易に出来ます。
TMT746はオールラウンダーな設備と言えます。
特徴3:工場内LANによる加工
トマト工業の加工はCADによって成り立つ。という加工法則があります。
工場内は無線lanを中心とした見えないネットワークで繋がれております。
通常の加工業態ですと機械の加工中、一番コストのかかる人材が機械につきっきりとなるため製品価格に反映されてしまいます。また重要人物がいないと製造が進んでいかず、納期がかかるというデメリットが生まれます。
しかし、データを工場または事務所で制作し、それを機械に飛ばすだけで加工ができるということです。
工場で制作したCAD図面を瞬時にケーブルレスlanでデータ転送し、オートマティックに加工が出来るという最新鋭のフラッグシップマシンです。
われわれトマト工業が目指すものは、お客様の様々なオーダー品であり、細かい対応、スピーディーな加工であります。
頻繁に変わる仕様や、市場に合わせて流動的に変わる製品などに対応するための設備と言えます。
CNCマシニングセンタ
機械名:CNCマシニングセンタ MC585 ATC×5本+ダイヤチップソー

座標値にそって動くモータを利用して高速正確な加工をするのがNC機械とよばれるものです。
なかでもNCを利用して自動工具変換装置がついたものがマシニングセンタと呼ばれます。
一般的に”工作機械”とよばれるものの多くがこのマシニングセンタです。
マシニングセンタは金属加工用が有名ですが、パネル加工用の大型の物はこれらとは少し趣が違います。
金属用が割合小さい物を加工するのにたいし、パネル加工用は大型のパネルを加工するよう特化してあります。
PNCマシニングセンタ MC485 ATC×5本

MC485は第4世代の加工機になります。
汎用ガントリーマシニングセンタで、最大1300mm×2500mmまでの加工が可能です。扱いやすいパソコン制御で
簡単な図面加工しかできませんが、簡単な加工については力を発揮します。
大判のサイズは2600×1300サイズと非常に大型です。
豊富な刃物を持つため、例えば文字加工、ロゴ加工、フォント加工など特殊な加工が得意な機械です。
パソコン制御であり、ウィンドウズ上で制御のソフトウェアを動かすために、だれでも簡単にNC切削機を動かすことができます。
NCマシニングセンタやNCルーターは人間の体で言うと、図脳、神経、手、体足に分かれています。
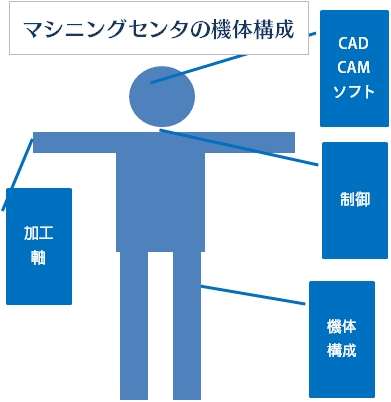
図脳=CADCAMの特徴
図面から高速に製品を作るのは機械の性能だけではありません。機械性能とCADCAMとよばれる機械指令装置の性能が物を言います。
機械にGコードと呼ばれる指令を出すのはコンピュータで行い、そのGコードを造るソフトがCADCAMよばれるソフトです。
CADCAMソフトはアルファキャムを装備しています。
高速短納期を実現する高機能のCADCAMソフトです。
対応キャド形式もオートキャドのDWG形式
一般的なDXF形式のほか、イラストレータのAI形式BMPなどの画像も読み込みができます。
またトゥルータイプフォントにも適応しているので、高速にフォント加工が可能です。
オープンタイプフォントやJWW、その他CAD形式に関してもトマト工業内でCAD変換が出来ます。
神経=制御の特徴
制御はGコードを正しく、高速にサーボモータに伝える必要があります。
制御は世界で一番普及している国産のファナックFANUC製を使用しています。
そのため、万一故障しても直ぐに復旧することがあります。
高速正確な制御で0.01mm単位での加工が可能です。

手=加工軸
手足である加工軸は高速ATC自動工具変換装置付きです。
ATCオートツールチェンジャーが付いています。これは機械自身が自動で工具を交換する物です。
工具交換の際は、工具の摩耗度も含めXYZのうち高さをあらわすZの位置を正確に測る必要があります。
手交換ではこの調整に非常に時間がかかってしまいますが、ATCならば高速正確に工具交換ができるため段替えスピードが飛躍的にアップします。

10馬力の高速回転ルーター軸と旋回式大型305mmノコ軸を装備しています。
旋回式ノコ軸は溝付きだけではなく、切断も可能なタイプです。
フラット自在式吸着テーブルは大容量のポンプでワーク板を下に吸い込み、強力に板を固定します。
空気を通すMDFボードがあるため、治具が必要でなくなります。
そのため、超小ロットを短納期で加工する機械として最適の機械です。
体、脚=機体構成
人間で言うところの体や脚の部分が機体構成にあたります。
遠くにボールを蹴ったり、野球で球を飛ばすのは手脚だけでは駄目です。ボールを蹴るのは反対側の軸脚と体幹がしっかりと地面をとらえバランスを取ること
腰の回転と手の回転力を上手く伝えることではじめて良い打球やシュートが打てます。
機械も同じで加工軸や制御が優れていても軸がぶれては良い加工が出来ないばかりかムダやムラが発生しムリにつながりひいては故障になります。
この機体構成=剛性が弱いと、軸がブレて精度が出ないばかりか、微振動により機械や制御、PCに悪影響を与えてしまいます。
TMT-MC545は機体剛性が高いタイプで、軸をしっかりと固定しながら切削するので、精度、剛性とも高いレベルで加工が可能です。

構成はガントリー式とよばれるタイプです。これはワーク上を軸が自在に動くタイプで造船所などをイメージしてもらうとよく分かるタイプです。
門型は門についている軸は左右にしか動かず、テーブルが前後に動き両方あわせてX,Yが動くタイプです。
ガントリーは重切削には向きませんが、切削軸自身がワーク上を動くため、広い場所が必要ありません。
また1300×2600というワークサイズですが、2600はあくまで加工幅で、1300×4000等のワークも部分加工自体は可能です。
TMT-MC545は高速・小ロット加工機として非常に汎用性の高い機械です。
自由切削ラインでは、お客様から頂いたCADデータに基づき、CNC加工機で切削加工を行ないます。
CNCフライスマシンでは、最大1,000×2,100、協力工場に1,200×2,700サイズがありますので、
大型の板加工が可能です。

CNCはコンピューターによって数値制御される装置です。
CNCフライスマシンはCADデータに基づき、機械言語に変換、RS232Cケーブルで機械に転送し、
図面をほぼそのまま加工できます。機械に搭載されているサーボモーターは0.000ミリ単位で動きます。
人間の計算では難しい細かい円弧加工、文字加工、くり抜き加工、台形加工などが可能です。
吸着盤が板を抑え、軸についたタテヨコ切削可能な工具が動きます。ヨコ方向と上下方向にはアームが、
タテ方向にはテーブルが動きます。また円やアールなどはタテとヨコが同時に動いて切削します。
特殊な加工を可能にします。3軸同時制御、ヘリカル【螺旋状】切削が可能です。

CNCルーターで治具をつくりました。
CNCルーターで看板をつくりました。
加工可能なケース
R加工・円形加工

くり抜き加工

切りカキ加工

台形加工

文字加工

切り文字加工

簡易な3次元加工

受け入れ可能なCAD・各種データ形式
| 拡張子 | データ形式 | 変換 |
|---|---|---|
| dxf | CADデータ | 必要 |
| jww | CADデータ | 一部必要 |
| ncd | NCテキストデータ | 一部必要 |
| txt | NC形式汎用テキストデータ | 一部必要 |
| jpg | 画像データ | 必要 |
| png | 画像データ | 必要 |
| bmp | 画像データ | 必要 |
| gif | 画像データ | 必要 |
| xls | Excelデータ | 必要 |
| 手書き図面 | Fax/メール/アナログ | 必要 |
・試作等1点物でも受け入れ可能です。
・受け入れ可能なデータから弊社で変換作業が必要なものもあります。
・変換作業が必要な場合は弊社オペレーターが変換作業を行ないます。
・変換作業費がかかる場合があります。
変換作業について
- お客様から手書きの図面を頂く。
- 弊社でCADデータを作成する。
- 弊社でCADデータからCAMデータを作成する。
加工費の例
例1
簡単な切りカキ2箇所、穴開け2箇所:板サイズ300*600ミリを10個
| 手書き図面→CAD図面変換:@2,940円(税抜) CAD図面→CAMデータ変換:@2,940円(税抜) 切削加工:@1980(税抜)×10個 —————————————————— 合計:25,680円 1個当たりの加工代2,568円 |
例2
簡単な切りカキ2箇所、穴開け2箇所:板サイズ300*600ミリを65個
| 手書き図面→CAD図面変換:@2,940円(税抜) CAD図面→CAMデータ変換:@2,940円(税抜) 切削加工:@1980(税抜)×65個 —————————————————— 合計:134,580円 1個当たりの加工代:2,070円 |
※上記製品に板代は含んでおりません。
※製品は1ヶから加工できます。
※簡単な切りカキ加工切削の一例です。
文字加工 – 対応フォント
- 角ゴシック
- 角ゴシックM
- ゴシック
- 丸ゴシック
- 丸ゴシック太
- 明朝体
- 教科書体


珪藻土の加工について
トマト工業では日本製ボードの加工を行っております。
くわしくはこちらをご覧ください。
NC・工作機械用語
CAD 【キャド】 : コンピュータ支援デザインの略
コンピュータによって図面を作る事で、手直し、コピー、貼付け、保存、加工、カラーイメージ変更など図面の汎用性を飛躍的に高めた物です。
AUTOCAD・建築用のJWCADなどが有名。中には数百万円するようなCATIAなどの高性能3次元CADもあります。
CAM 【キャム・カム】 : コンピュータ支援製造の略
CADで書いた図面を機械言語に変換することで高速、正確にまた保存性、修正改良性などを飛躍的に高めたものです。
CAE 【シーエーイー】 : コンピュータ支援製造設計の略
コンピュータを用いて加工後データを加工前に事前解析可能とした手法です。各種解析ソフトがあります。
NC : 数値制御の略
ニューメリカルコントロール・数値制御・サーボモータにコンピュータから信号を送ることで工具などを移動させるものです。飛躍的に精度を高める事が出来ます。
CNC : コンピュータ数値制御の略
CAD→CAM→加工まで一連の流れのあるNC機械。
パソコンなどのコンピューターと直結したコンピューターNCです。
特に複雑な図面の転移などで威力を発揮します。
ルーター
彫刻機・ドリルのように下方向に刃物が付いている他に、横方向にも切削刃が付いており、横移動などもできます。
そのため、彫り込みや穴開け、切りカキが可能。また上下方向にも可動できるため、凹凸加工など3次元の加工も可能です。
Gコード
機械言語・アルファベットGを使用した文字が一般的なため、Gコードと言われます。
他に機械固有のMコード、回転数設定のSコード、切削速度設定のFコードなどがあります。
これらを組み合わせた物がGコードプログラムとなり、機械の自動運転を可能にします。
制御盤
通常NC機械は制御部と可動部に分かれます。
制御部は機械言語を信号として可動部のサーボモーターに送る役割があります。
可動部は機械メーカーが製作するもので、実際に回転、移動など可動する部分です。
制御部には制御ソフトが入っており、それぞれファナック、メルダス、ヤスナック、OSPなどが有名です。
可動部は機械・鉄工メーカーなどが製作しています。最近は制御もメーカーが製作する場合もあります。
木工フライス盤メーカーでは平安鉄工所、庄田鉄工所、シンクス、丸仲鉄工所などが有名です。
サーボモーター
制御値信号に同期するように動くモーターです。
コンピューターからの制御値を動作値として可動します。
マシニングセンタ
マシニングセンタはフライス盤のように工作物を固定し、工具や機械がが回転、移動して切削する機械
なかでもATC【オートツールチェンジャー】を装備している物の総称、オートツールチェンジャーは自動工具変換装置です。
ターニングセンタ
ターニングセンタは旋盤のように工具を固定し、工作物が回転して切削する機械
なかでもATC【オートツールチェンジャー】を装備している物の総称、オートツールチェンジャーは自動工具変換装置です。
ATC
自動工具選別装置・オートツールチェンジャー・です。これを装備した物がマシニング・ターニングセンターと呼ばれています。
フライス盤
工作物が固定され、工具や機械が回転移動して切削する機械
NCルーターはNC木工フライス盤と呼ばれます。
旋盤
フライス盤の逆で工具が固定され、工作物が回転移動して切削する機械
DNC
ダイレクトNC・パソコンやデータサーバーのGコードを制御装置のメモリに一旦格納することなく稼働させるやり方。
データを流しながら加工するので、制御装置のメモリが少ない場合に有効です。
ヘリカル切削
螺旋状に切削する切削方法
制御軸数
2軸制御ではxヨコとyタテが同時に動くことが可能。3軸制御では、xとyとzつまりタテヨコ高さ方向が同時に動くような移動方法です。
エンドミル
ミーリングマシン【フライス盤】の先っぽについているのでエンドミル、切削工具の名称です。
サブプロ
サブプログラム
あらかじめあるサブプログラムをメインプログラムの中に組み込むことでデータ容量を削減出来たり、計算工程を省いたりできます。
メインプログラム中にサブプログラムを呼び出すGコードを埋め込むことで実行します。
タレット旋盤
旋盤は工具を固定して、加工物を旋回させます。タレット旋盤では複数の工具を装着できるタレットが付いており、このタレットを回転させる
ことで工具の交換が容易に出来ます。
木工機械種類
中ぐり盤・ボーリングマシーン
工具が回転して、加工物に孔をあける機械です。ボーリングマシーンとも呼ばれます。
フライスとの違いは、横方向への切削ではなく、下方向への垂直の切削【穴開け】にのみ使用されます。
帯鋸盤・バンドソー
帯鋸盤とは上下につながった鋸状の細い刃物を高速で上下させて切削する機械です。
ランニングソー
ランニングソーは板を平面に置いて、鋸軸が横方向に走る機械です。
エアークランプなどが板を押さえつけて、下から鋸が走って切ります。
高速で精度が良いのが特徴です。
パネルソー
場所を取るランニングソーを改良した軽量縦型鋸盤です。
立てかけた盤に、板を置き、上又は下から鋸が走って切ります。
ランニングソーの精度にはかないませんが、一人作業が可能なこと、場所を取らないことなど多くのメリットがあり、一番普及している製品です。
ロールコーター
大きなロール状の筒が2本回転し、筒と筒の間に塗料を入れます。その下を板が通る事で均一に塗布させることが出来る機械です。
フラッシュプレス
定盤を上から電気、油圧で抑えます。
裁断機
定盤を上から油圧で抑え、刃物のでた抜き型にセットした加工物を打ち抜きます。
モルダー
板の切断面【木口面】に加工する機械です。様々な工具を付けることで、いろいろな面加工をすることが出来ます。
テノーナー
両側についた切削工具の上を通す事で、精密にカットすることが可能です。
また切削工具の種類を変える事で切断面の形を変えることも可能です。
縁貼り機・エッジバンダー
板の切断面にテープなど化粧素材をはる機械です。接着剤塗布工程と貼り工程に分かれています。